



New energy
Medicine
Semiconductor

3D printing metal powder
Abrasives and superhard materials
Electrolyte: Lithium battery electrolyte is the carrier of ion transmission in the battery. Generally composed of lithium salt and organic solvent. The electrolyte plays the role of conducting ions between the positive and negative electrodes of the lithium battery, which is the guarantee for the high voltage and high specific energy of the lithium ion battery. The electrolyte is generally prepared from high-purity organic solvents, electrolyte lithium salts, necessary additives and other raw materials under certain conditions and in a certain proportion. However, due to the configuration of the electrolyte, the mixing process is not standardized, and the quality of the filter elements on the market is uneven.
There are a lot of particles in the raw materials, and the incoming materials are not detected, etc., resulting in a lot of particles in the finished electrolyte, including deadly metal particles.
Advantages of microfluidic imager:
The electrolyte is tested in situ and in a closed pipeline, without introducing new impurities due to additional pre-treatment, and will not come into contact with water vapor in the air, causing HF volatilization and affecting the health of operators.
Information such as the concentration and particle size of particles larger than 0.2 microns can be obtained. The less the particles, the lower the probability of the filter element being blocked.
Imaging, storage, and analysis of millions of particles in a short period of time.
The AI algorithm is used to classify different types of particles, so as to distinguish transparent lithium salts, opaque metal particles with sharp angles, and filter element shedding (structure and fibers, the appearance of fibers means that the filter element has been partially damaged).
The concentration and particle size of particulate matter can be counted and analyzed, so as to facilitate the formulation of corresponding standards.
It can be transformed into an online detection solution, realize PAT process detection, and provide particle monitoring for each production process of the electrolyte, thereby providing data basis for particle processing decisions (particle detection, judgment of filter failure behavior)
Cathode material: All factors that affect the transfer of electrons and lithium ions in the material will affect the performance of the cathode material, among which the morphology of the material is the key to determine the transfer path of electrons and ions. Materials with different morphologies will exhibit different electrochemical properties, which affect the transfer paths of electrons and ions and the tap density of materials. Through the control of crystal growth, many active sites with fast conduction lithium ions are exposed. The three-dimensional spherical positive electrode material composed of nanoparticles or nano-flaky primary particles, combined with some surface modification methods, such as using fast lithium ion conductor surface coating, optimizing the contact surface between the positive electrode material and the electrolyte, can obtain commercially acceptable Application of high-performance lithium-ion battery cathode material.
Negative electrode material: The negative electrode material is a key component of lithium-ion batteries and has an important impact on the performance of lithium-ion batteries. The study found that the granulation method and morphology of the negative electrode material have a great influence on its performance. Coal-based needle coke is used as a raw material as an example. The primary particle negative electrode material is obtained through crushing and graphitization. The overall shape of the primary particle is not high in spheroidization rate and irregular in shape, resulting in small tap density and compaction density. The results showed that the first Coulombic efficiency of the primary granular anode material was 84%. Although the primary granular anode material made of needle coke has a high capacity, due to the unique streamlined fiber structure of needle coke, the degree of orientation in each direction is different. There are still some defects in the electrochemical performance, which is easy to cause battery expansion, and the rate performance is average, and the initial Coulombic efficiency is low, which will lead to a large consumption of positive electrode materials in industrial production, thereby increasing the cost. The secondary granulation of artificial graphite is beneficial to improve the performance of negative electrode materials. The secondary granulation process is to crush the aggregate to obtain a small particle base material, use pitch as a binder, and perform secondary granulation in the reactor according to the target particle size, and obtain the finished product secondary granulation after subsequent graphitization and other processes. Secondary granulation negative electrode material, the finished product after secondary granulation has good sphericity, high regularity of overall processed particles, high tap density and compaction density, and good fluidity, and because its structure is made of small particles bonded, Having more holes can enrich the number of channels for Li+ intercalation and extraction in the lattice, and further improve the rate performance and low-temperature performance of the negative electrode material. Small particles have large specific surface area, many lithium ion migration channels, short paths, and good rate performance; large particles have high compaction density and large capacity. The secondary particle anode material can take into account the advantages of large particles and small particles, and become an anode material with high capacity and good rate performance. In addition, the secondary particle anode material formed by the granulation process can increase the isotropy of the anode material and improve the first Coulombic efficiency and rate performance of the battery.
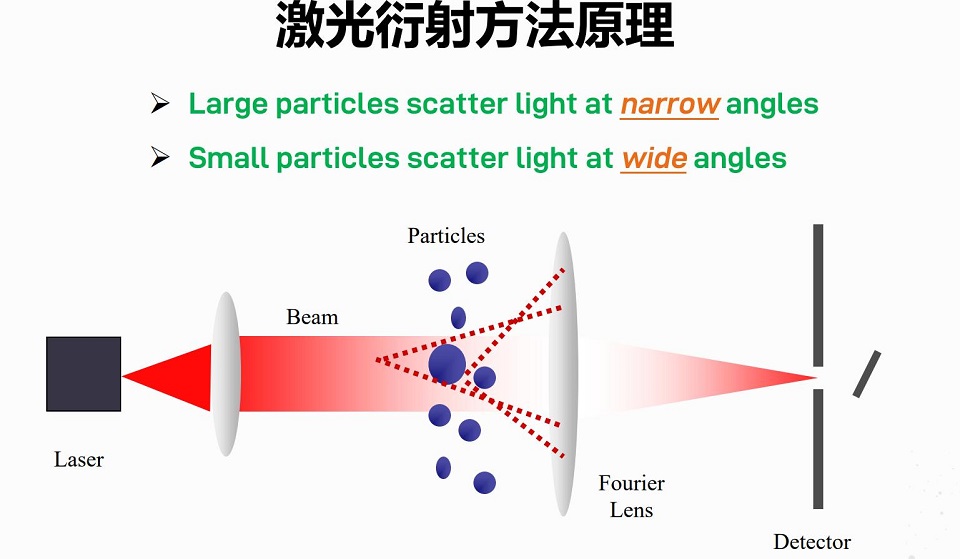
At present, we usually use a laser particle size analyzer to test the particle size of the material, and an electron microscope to observe the shape of the material. The principle of the laser particle size analyzer determines that it has certain limitations in testing synthetic materials, including a very small amount of small The test accuracy of particles and large particles, the uncertainty of optical models, and the diversity of particle shapes, etc., all these factors will lead to huge errors in the inversion process of Mie theory, which may mislead the production guidance. Recently, The newly revised GBT19077-2016 "Particle Size Analysis: Laser Diffraction Method" (ISO13320: 2009) points out that laser particle size analyzers can only be used for the detection of spherical particles. For non-spherical particles, the error is large, and the results are extremely affected by particle shape. big impact. Obviously, it is impossible to obtain accurate test values for the particles of positive and negative electrodes by using this test method.
The method of electron microscopy is suitable for the observation of the details of the surface morphology of particles. It can check the pores of the particles, the coating situation and the roughness of the surface, etc., but it cannot quantify the morphology characteristics of a large number of particles. The stacking of particles is related. After corresponding statistics on the characteristics of a large number of particles, it can play a very intuitive and effective evaluation of the particle transformation behavior in the current positive and negative materials, thereby optimizing the material research and development process and quantifying the impact of different controls on particles. Shape influence.
| Features | W-3000 | Sieving method | Laser particle size analyzer | Sedimentation method | Microscopy/Electron Microscopy |
Submicron Particle Testing | ++ | - | ++ | - | ++ |
wide range of tests | ++ | - | ++ | - | + |
Particle Imaging and Analysis | ++ | - | - | - | ++ |
Sample test volume | + | ++ | + | ++ | - |
Calibration and verification | ++ | ++ | + | - | + |
operation and maintenance | ++ | ++ | + | - | - |
Statistical function | ++ | + | + | - | ++ |

Innovative particle characterization creates infinite possibilities

Pay attention to M.I.P